O blog tem como objetivo apresentar o desenvolvimento do nosso projeto integrador. O trabalho está sendo desenvolvido por graduandos de Engenharia Mecânica da Faculdade de Tecnologia e Inovação SENAI CIMATEC, e a proposta consiste em Projetar e fabricar juntas rebitadas que resistam a uma solicitação de tração de 20 kN utilizando rebites fundidos de latão reciclado.
Today, let's talk about a fundamental piece for the project, without it would not be possible to manufacture our rivets: mold.
The mold is where molten metal is poured. Depending on the type of casting we could have various kinds of molds. They can be divided into two major groups: the permanent ones and the lost ones. Lost molds are usually made of sand, as the permanent ones are usually made of metallic materials, they can vary according to need.
In the case of our team we have used a permanent cast steel in 1020 which was machined to have the characteristics necessary for our foundry to be as accurate as possible. A metallic permanent mold was used because of convenience, but presented some difficulties in machinability.
Hoje, vamos falar de uma peça fundamental para o projeto, sem ela não seria possível a fabricação de nem um dos rebites: o molde.
O molde é o local onde será vazado o metal fundido. A depender do tipo de fundição podemos ter vários tipos de moldes. Eles podem ser divididos em dois grandes grupos: os permanentes e os perdidos. Moldes perdidos são geralmente feitos de areia, já os moldes permanentes são geralmente feitos de material metálico podendo variar de acordo com a necessidade.
No caso da nossa equipe usamos um molde permanente de aço 1020 que foi usinado para ter as características necessárias para que a nossa fundição fosse a mais precisa possível. Um molde permanente metálico foi utilizado devido a praticidade, porém apresentou algumas dificuldades de usinabilidade.
Vídeo 2. Corte inicial para planificação da seção transversal do rebite.
Fonte: própria.
Feito o corte e realizada a metalografia, a imagem se encontra disposta na Figura 2. Aponta-se para a possível quantidade de zinco sendo heterogeneamente distribuída; porém, a imagem resultante da análise não deixou claro o defeito que causou o resultado. Para isso, seria ideal a realização de testes mais precisos para a solução deste caso (espectrometria e análise de trincas); porém, o tempo não se tornou hábil para a realização [dos mesmos].
Adquirindo mais latão, realizando os processos inerentes (limpeza, compactação e fundição), conforme Figura 3, foi realizada outra fusão de material para os rebites no sábado. Porém, o tempo e adversidades de ferramentas não permitiu que a Equipe pudesse tirar os rebites no laboratório. Fechando o laboratório, o rebite foi removido utilizando ferramentas fora do laboratório.
Figura 4. Componente da Equipe Carlos Cailan carreganado o latão para corte e compactação.
Fonte: própria.
Vídeo 3. Fundição do latão e vazamento no molde. Fonte: própria.
Vão ser necessários 8 rebites para o teste final, que foi adiado para sexta feira (11/12). Como já possuímos 7, o latão já foi compactado para a produção do último rebite. Caso o tempo seja hábil, é cogitado pela equipe fazer a fundição de mais 7 rebites e filtrá-los em função de qualidade. Assim, o teste pode ter melhores resultados.
Today, we'll mention about our progress during the Integrator Project's eighth week.
As time for the final presentation gets thin, time urges for the rivet creation conclusion. With selected steel for the mould in the team's hands, the Solarium Engineering Team waits for its turn in the lab usage, scheduled for this monday. The objective of this scheduling is create the holes that will compose the brass casting structure. Therefore, as computated before, the holes shall posess the needed dimensions for the planned rivet result.
Picture 1. First report review. Source: own.
In addition to that, awaiting the deadline, the first report was submitted to review. The objective os to verify information errors, wrong calculus or disparate info, changed during the Project. Therefore, there shall not be incoherences related to the Project itself.
For the first report review, the volumetric contraption of the analysed material was modified. The brass contraction was incorrectly calculated by the Team, therefore generating a different result.
Meanwhile, the Team gathered with the advisor teacher Mauricio Camargo with an administrative disposition. The objective is to verify (and repair) pendencies for the Project: what's left to do, who needs to do what, and a Work Plan coherence review.
Picture 2. Meeting with advisor teacher Mauricio Camargo (extreme right). From left to right: Lucas Naves, Gustavo Silva, Carlos Cailan, Gabriel Dantas. Source: own.
As the week advances, we were charged to collect 5 scientific articles in English to create a filling.
Picture 3. Screen capture of Flash presentation about fillings (fichamentos) in Portuguese. Source: VIRIATO, S. Resumo, Resenha e Fichamento: Definição e
Diferenças. Ministério da Educação, 2015. Available at:
<objetoseducacionais2.mec.gov.br/bitstream/handle/mec/16228/?sequence=10#introducao>. Accessed at: 27 nov. 2015. Collaborators: Cespe/UnB (AFONSO, Maria da Conceição
(Coord.); JACOB, Aline; EIRÃO, Thiago G.; ANDRADE, Faura; GOULART, Ana).
For this week, that was all the advancement. Next week we will bring more information about the rivet creation! It will be the definitive week!
We appreciate the attention!
Today, we will aboard a topic that must be considered in a casting process, in order to mantain the final piece always fulfilled, therefore avoiding empty spaces: shrinkage.
Picture 1. Solidification process, ranging from the liquid (to the left) to the solid (to the right) state progressively, demonstrating the shrinkage phenomena. Source: CÂNDIDO. Aula de Materiais.
UNISINOS. Rio Grande do Sul. Available at:
<http://s3.amazonaws.com/magoo/ABAAAAbGIAH-1.jpg>. Accessed at: 27
de nov. 2015.
As Cândido writes, "a metal solidification starts by the parts which are in contact with the mold walls or the superior part, where the metal is in air exposure. The metal, passing through the liquid state to the solid shrinks its volume, therefore a central region in the ingot or piece will show up, called shrinkage". The phenomena can be observed accordingly to Picture 1 above. Considering the lost volume when contracted, the shrinkage is the difference between the liquid and solid volumes (respectively, initial and final).
Its importance during the Integrator Project can be relevated in the last week's posting, where there was the need to computate its volume. For projects that involve metal foundry, its volumetric contraption must be considered. Otherwise, the final result is different from the desired one, creating defects, accordingly to Picture 2.
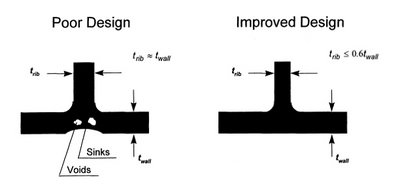
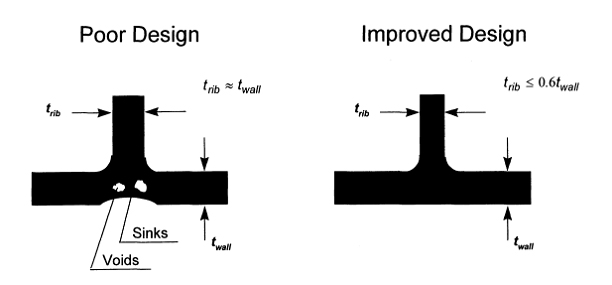
Picture 2. Cast comparison. To the left, with many voids (empty spaces) and sinks (macroporosities), altogether with the shrinkage. To the right, a picture of an adapted mould for these problems. Source: TECNOLOGÍA INDUSTRIAL
UNIVERSIDAD MAYOR. Rechupe - Contracción. Tecnología Industrial Universidad
Mayor, 2006. Available at: <http://tec-ind-umayor.blogspot.com.br/>. Accessed at: 27 nov. 2015.
In the industry, it's important the volumetric contraction consideration. Therefore, many times (and including the Project Integrator's case) it is used a molten metal feeder. Crystalizing slower than the mould material, it guarantees entire piece fulfillment. The "massalote", as it is commonly called in Brazil, is cut off and discarded/recycled afterwards.
Hoje, mencionaremos a respeito do nosso progresso durante a oitava semana do Projeto Integrador.
Faltando pouco tempo para a apresentação final, o tempo urge para conclusão da criação dos rebites. Com o aço selecionado para o molde em mãos, a equipe Solarium Engenharia encontra-se no aguardo para utilizar o laboratório, agendado para esta segunda feira. O objetivo desta marcação é criar os furos que vão compor a estrutura de vazamento do latão. Assim sendo, como calculado anteriormente, os furos deverão possuir as dimensões necessárias para que o rebite saia como planejado.
Figura 1. Revisão do primeiro relatório. Fonte: própria.
Junto a isso, aguardando prazos, o primeiro relatório foi submetido a uma revisão. O objetivo é verificar erros de informação, cálculos errados ou informações que se alteraram no decorrer do projeto. Assim, não ocorrem incoerências relacionadas ao andamento do Projeto em si.
Para a revisão do primeiro relatório foi modificada a contração volumétrica do material analisado. A contração do latão foi calculada incorretamente pela equipe, assim gerando um resultado diferente.
Enquanto isso, a Equipe se reuniu com o orientador Mauricio Camargo com um caráter mais administrativo. O objetivo é verificar (e reparar) as pendências para o Projeto: o que faltava, quem precisava fazer o que, e uma revisão da coerência com o Plano de Trabalho.
Figura 2. Reunião com o professor orientador Maurício Camargo (extrema direita). Da esquerda pra direita: Lucas Naves, Gustavo Silva, Carlos Cailan, Gabriel Dantas.
Fonte: própria.
Enquanto a semana progride, nos foi dado o dever de coletar 5 artigos científicos em inglês para realizar um fichamento.
Figura 3. Captura de tela de apresentação em Flash sobre fichamentos.
Fonte:
VIRIATO, S. Resumo, Resenha e Fichamento: Definição e
Diferenças. Ministério da Educação, 2015. Disponivel em:
<objetoseducacionais2.mec.gov.br/bitstream/handle/mec/16228/?sequence=10#introducao>.
Acesso em: 27 nov. 2015. Colaboradores: Cespe/UnB (AFONSO, Maria da Conceição
(Coord.); JACOB, Aline; EIRÃO, Thiago G.; ANDRADE, Faura; GOULART, Ana).
Por essa semana, foi todo o progresso. Semana que vem traremos mais informações sobre a criação do rebite! Será a semana definitiva!
Agradecemos a atenção!
Hoje, iremos citar sobre um termo que deve ser considerado, em um processo de fundição, para que a peça seja sempre preenchida, assim evitando o máximo de vazios: rechupe.
Figura 1. Processo de solidificação de um líquido (à esquerda) para um sólido (à direita) progressivamente, demonstrando o fenômeno de rechupe.
Fonte: CÂNDIDO. Aula de Materiais.
UNISINOS. Rio Grande do Sul. Disponível em: <http://s3.amazonaws.com/magoo/ABAAAAbGIAH-1.jpg>. Acessado em: 27 de nov. 2015.
Como escreve Cândido, "a solidificação de um metal se inicia pelas partes que estão em contato
com as paredes do molde ou na parte superior, onde o metal está exposto
ao ar. O metal ao passar do estado líquido para o sólido diminui seu
volume, portanto aparecerá uma região central no lingote ou peça que se
chama rechupe". O fenômeno pode ser observado de acordo com a Figura 1 acima. Considerado o volume perdido quando contraído, o rechupe é o diferencial entre os volumes líquido e sólido (respectivamente, inicial e final).
A sua importância durante o Projeto Integrador pode ser relevada na postagem da semana passada, onde houve a necessidade de calcular o volume do mesmo. Para projetos que envolvem a fundição de metal, sua contração volumétrica deve ser considerada. Caso contrário, o resultado final acaba sendo diferente do desejado, assim criando defeitos na peça, conforme a Figura 2.
Figura 2. Comparação de moldes. À esquerda, com vazios (voids) e macroporosidades (sinks), junto ao rechupe. À direita, uma foto de um molde adaptado para evitar esses problemas.
Fonte:
TECNOLOGÍA INDUSTRIAL
UNIVERSIDAD MAYOR. Rechupe - Contracción. Tecnología Industrial Universidad
Mayor, 2006. Disponivel em: <http://tec-ind-umayor.blogspot.com.br/>.
Acesso em: 27 nov. 2015.
Na indústria, é importante a consideração desta contração volumétrica. Assim sendo, muitas vezes (e incluindo o caso do Projeto Integrador) é utilizado um alimentador de metal fundido. Se solidificando mais lentamente que o material dentro do molde, permite que a peça inteira seja preenchida. O "massalote", como é comumente chamado, depois é cortado e descartado/reaproveitado.
O termo acaba remetendo a "encolher, contrair", do inglês. Isso na verdade se deve ao fato do rechupe ser, em sua definição, uma contração de volume, resultando em um volume sólido menor. Logo, é coerente que hajam as traduções "contração, contraindo, contrair" para o termo em análise.